






Оборудование Hasung для непрерывного литья драгоценных металлов с использованием высокого вакуума
1. Описание оборудования:
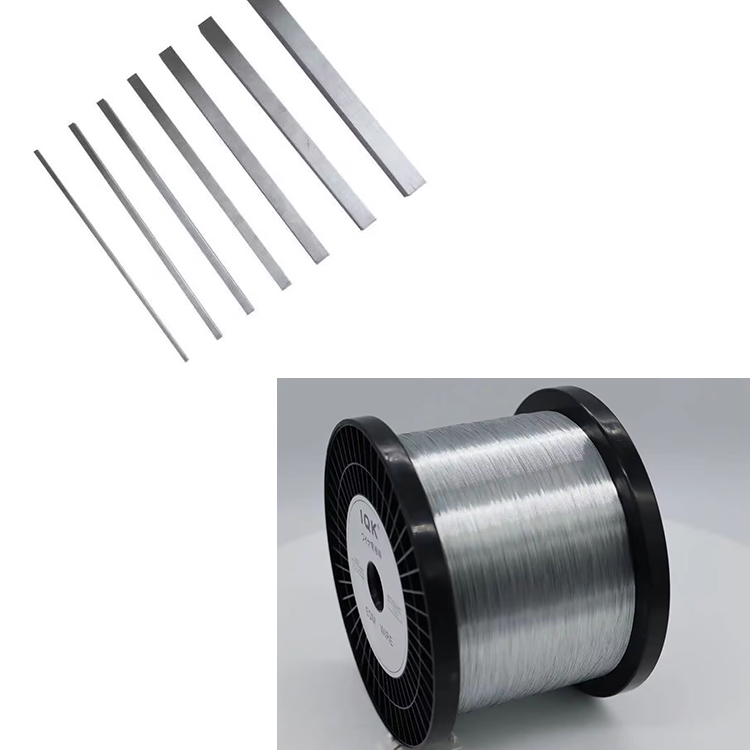
1. Данное оборудование в основном используется для непрерывного литья монокристаллических медных, монокристаллических серебряных и монокристаллических золотых слитков, а также может применяться для непрерывного литья других металлов и сплавов.
2. Данное оборудование представляет собой вертикальную печь. Сырье, тигель и кристаллизатор размещаются в крышке печи, открытой сверху, а направляющий стержень для кристаллизации расположен в нижней части корпуса печи. Сначала кристаллы извлекаются из расплава на определенную длину с помощью направляющего стержня, а затем кристаллический стержень закрепляется на намоточной машине для вытягивания и сбора.
3. Данное устройство использует полностью автоматическую систему управления с сенсорным экраном и множеством контрольных устройств для точного контроля температуры печи и кристаллизатора, обеспечивая долговременные стабильные условия, необходимые для роста кристаллов; с помощью контрольного оборудования можно осуществлять различные защитные действия, такие как предотвращение утечки материала, вызванной высокой температурой печи, недостаточным вакуумом, давлением или нехваткой воды и т. д. Оборудование просто в эксплуатации, а основные параметры настройки включают температуру печи, температуру верхней, средней и нижней частей кристаллизатора, скорость предварительного вытягивания, скорость вытягивания кристаллов (а также режим «дюйм», означающий вытягивание в течение определенного периода времени и остановку на определенный период времени), а также различные значения аварийных сигналов.
Автоматическая машина непрерывного литья драгоценных металлов Hasung
2. Основные технические параметры оборудования:
1. Тип: Вертикальный, автоматическое управление, автоматический обогрев.
2. Общее напряжение питания: трехфазное 380 В, 50 Гц.
3. Мощность отопления: 20 кВт
4. Способ нагрева: индукционный нагрев (бесшумный).
5. Вместимость: 8 кг (золотой)
6. Время плавления: 3-6 минут
7. Максимальная температура: 1600 градусов Цельсия.
6. Диаметр медного стержня: 6-10 м.
7. Степень вакуума: Холодное состояние <6 67× 10⁻³ Па
8. Температура: 1600 ℃
9. Скорость протяжки медного стержня: 100-1500 мм/мин (регулируемая).
10. Литейные металлы: золото, серебро, медь и сплавы.
11. Способ охлаждения: Водяное охлаждение (температура воды 18-26 градусов Цельсия)
12. Режим управления: ПЛК Siemens + интеллектуальное управление с сенсорным экраном.
13. Размеры оборудования: 2100 * 1280 * 1950 мм
14. Вес: приблизительно 1500 кг. Высокий вакуум: приблизительно 550 кг.
3. Основное структурное описание:
1. Корпус печи: Корпус печи имеет вертикальную двухслойную конструкцию с водяным охлаждением. Крышка печи открывается для удобной установки тиглей, кристаллизаторов и сырья. В верхней части крышки печи расположено смотровое окно, позволяющее наблюдать за состоянием расплавленного материала в процессе плавки. Фланцы индукционного электрода и фланцы вакуумного трубопровода симметрично расположены на разной высоте в середине корпуса печи для ввода соединений индукционного электрода и подключения к вакуумному блоку. Дно печи снабжено рамой для поддержки тиглей, которая также служит в качестве опорной стойки для точной фиксации положения кристаллизатора, обеспечивая концентричность центрального отверстия кристаллизатора с уплотнительным каналом на дне печи. В противном случае направляющий стержень кристаллизатора не сможет проникнуть внутрь кристаллизатора через уплотнительный канал. На раме для поддержки расположены три кольца с водяным охлаждением, соответствующие верхней, средней и нижней частям кристаллизатора. Температура каждой части кристаллизатора точно контролируется путем регулирования расхода охлаждающей воды. На опорной раме расположены четыре термопары, используемые для измерения температуры верхней, средней и нижней частей тигля и кристаллизатора соответственно. Интерфейс между термопарами и внешней поверхностью печи расположен на нижней плите печи. В нижней части опорной рамы может быть размещен выпускной контейнер, предотвращающий прямое стекание расплавленного металла из очистителя и повреждение корпуса печи. В центре нижней плиты печи также расположена съемная небольшая вакуумная камера грубого действия. Под вакуумной камерой грубого действия находится камера из органического стекла, в которую можно добавить антиоксидант для улучшения вакуумной герметизации тонкой проволоки. Антиоксидантный эффект на поверхности медного стержня достигается путем добавления антиоксиданта в полость из органического стекла.
2. Тигель и кристаллизатор: Тигель и кристаллизатор изготовлены из графита высокой чистоты. Дно тигля имеет коническую форму и соединено с кристаллизатором резьбой.
3. Вакуумная система:
1. Рутсовый насос
2. Пневматический высоковакуумный дисковый клапан
3. Электромагнитный клапан для накачивания высокого вакуума
4. Манометр высокого вакуума
5. Манометр низкого вакуума
6. Корпус печи
7. Пневматический высоковакуумный отражательный клапан
8. Холодная ловушка
9. Диффузионный насос
4. Механизм вытяжки и намотки: Непрерывная разливка медных прутков включает в себя направляющие колеса, прецизионные шнеки, линейные направляющие и механизмы намотки. Направляющее колесо выполняет функцию направляющего и позиционирующего механизма, и первым этапом прохождения медного прутка при выходе из печи является именно оно. Кристаллизационный направляющий стержень закреплен на прецизионном шнеке и линейном направляющем устройстве. Медный пруток сначала вытягивается из корпуса печи (предварительно вытягивается) посредством линейного перемещения кристаллизационного направляющего стержня. Когда медный пруток проходит через направляющее колесо и достигает определенной длины, соединение с кристаллизационным направляющим стержнем может быть разорвано. Затем он закрепляется на намоточной машине и продолжает вытягиваться за счет вращения намоточной машины. Сервомотор управляет линейным перемещением и вращением намоточной машины, что позволяет точно контролировать скорость непрерывной разливки медного прутка.
5. В системе ультразвукового питания используются немецкие IGBT-транзисторы, отличающиеся низким уровнем шума и энергосбережением. В скважине применяются приборы контроля температуры для программируемого нагрева. Проектирование электрической системы.
Имеются цепи защиты от перегрузки по току и перенапряжения, а также схемы обратной связи и защиты.
6. Система управления: Данное оборудование использует полностью автоматическую систему управления с сенсорным экраном и множеством контрольных устройств для точного контроля температуры печи и кристаллизатора, обеспечивая долговременную стабильность, необходимую для непрерывной разливки медных прутков; с помощью контрольного оборудования можно осуществлять различные защитные действия, такие как предотвращение утечки материала, вызванной высокой температурой печи, недостаточным вакуумом, давлением или нехваткой воды и т. д. Оборудование просто в эксплуатации, основные параметры легко устанавливаются.
К параметрам процесса относятся температура печи, температура верхней, средней и нижней частей кристаллизатора, скорость предварительного вытягивания и скорость вытягивания кристаллов.
И различные значения аварийных сигналов. После установки различных параметров в процессе непрерывного литья медных прутков, при условии обеспечения безопасности,
Установите направляющий стержень для кристаллизации, поместите сырье, закройте дверцу печи, отрежьте соединение между медным стержнем и направляющим стержнем для кристаллизации и подсоедините его к намоточной машине.















© Авторские права - 2021-2024: Все права защищены.
связаться с нами
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur