

ПРОВОЛОЧНОЕ СОЕДИНЕНИЕ
ИНФОРМАЦИОННЫЙ ЛИСТ БАЗЫ ЗНАНИЙ
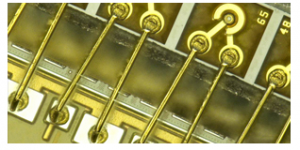
Что такое проволочное соединение?
Проволочная сварка — это метод, при котором отрезок мягкой металлической проволоки малого диаметра прикрепляется к совместимой металлической поверхности без использования припоя, флюса, а в некоторых случаях и с использованием нагрева выше 150 градусов Цельсия. К мягким металлам относятся золото (Au), медь (Cu), серебро (Ag), алюминий (Al) и сплавы, такие как палладий-серебро (PdAg) и другие.
Понимание методов и процессов проволочного соединения в микроэлектронной сборке.
Методы/процессы клинового соединения: ленточное, термозвуковое шариковое и ультразвуковое клиновое соединение.
Проволочное соединение — это метод создания межсоединений между интегральной схемой (ИС) или аналогичным полупроводниковым устройством и его корпусом или выводной рамкой в процессе производства. В настоящее время он также широко используется для обеспечения электрических соединений в сборках литий-ионных аккумуляторных батарей. Проволочное соединение, как правило, считается наиболее экономически эффективной и гибкой из доступных технологий микроэлектронных межсоединений и используется в большинстве полупроводниковых корпусов, производимых сегодня. Существует несколько методов проволочного соединения, включая: термокомпрессионное проволочное соединение:
Термокомпрессионная проволочная сварка (соединение двух подходящих поверхностей (обычно золота) под действием зажимного усилия при высоких температурах на границе раздела, как правило, превышающих 300 °C, для получения сварного шва) была первоначально разработана в 1950-х годах для межсоединений в микроэлектронике, однако в 60-х годах она быстро была вытеснена ультразвуковой и термозвуковой сваркой, став доминирующей технологией межсоединений. Термокомпрессионная сварка до сих пор используется в нишевых приложениях, но производители, как правило, избегают ее из-за высоких (часто повреждающих) температур на границе раздела, необходимых для успешного соединения. Ультразвуковая клиновидная проволочная сварка:
В 1960-х годах ультразвуковая клиновая проволочная сварка стала доминирующим методом соединения проводов. Применение высокочастотной вибрации (с помощью резонирующего преобразователя) к сварочному инструменту с одновременным усилием зажима позволило сваривать алюминиевые и золотые проволоки при комнатной температуре. Эта ультразвуковая вибрация способствует удалению загрязнений (оксидов, примесей и т. д.) с поверхностей сварки в начале цикла сварки и стимулирует рост интерметаллических соединений для дальнейшего развития и упрочнения соединения. Типичные частоты для сварки составляют 60–120 кГц. Ультразвуковая клиновая технология включает две основные технологические процессы: сварка крупных (тяжелых) проводов диаметром >100 мкм и сварка тонких (мелких) проводов диаметром <75 мкм. Примеры типичных циклов ультразвуковой сварки можно найти здесь для тонких проводов и здесь для крупных проводов. Для ультразвуковой клиновой сварки используется специальный инструмент или «клин», обычно изготовленный из карбида вольфрама (для алюминиевой проволоки) или карбида титана (для золотой проволоки) в зависимости от требований процесса и диаметра проволоки; также доступны клинья с керамическими наконечниками для различных применений. Термозвуковая сварка проводов:
Там, где требуется дополнительный нагрев (обычно для золотой проволоки, с температурами на границах раздела в диапазоне 100–250 °C), этот процесс называется термозвуковой проволочной сваркой. Он имеет большие преимущества перед традиционной термокомпрессионной системой, поскольку требуются гораздо более низкие температуры на границе раздела (упоминалась сварка золота при комнатной температуре, но на практике она ненадежна без дополнительного нагрева). Термозвуковая шариковая сварка:
Еще одна форма термозвуковой проволочной сварки — это шаровая сварка (см. цикл шаровой сварки здесь). Эта методика использует керамический капиллярный сварочный инструмент вместо традиционных клиновидных конструкций, сочетая в себе лучшие качества термокомпрессионной и ультразвуковой сварки без их недостатков. Термозвуковая вибрация обеспечивает низкую температуру на границе раздела, а первое соединение, термокомпрессионная шаровая сварка, позволяет размещать проволоку и вторичное соединение в любом направлении, не в одной линии с первым соединением, что является ограничением при ультразвуковой проволочной сварке. Для автоматизированного крупносерийного производства шаровые сварочные аппараты значительно быстрее, чем ультразвуковые/термозвуковые (клиновидные) сварочные аппараты, что делает термозвуковую шаровую сварку доминирующей технологией межсоединений в микроэлектронике на протяжении последних 50 с лишним лет. Ленточная сварка:
Ленточная сварка с использованием плоских металлических лент десятилетиями доминировала в радиочастотной и микроволновой электронике (ленты обеспечивают значительное снижение потерь сигнала [скин-эффект] по сравнению с традиционными круглыми проволоками). Небольшие золотые ленты, обычно шириной до 75 мкм и толщиной до 25 мкм, свариваются с помощью термозвукового процесса с использованием большого плоского клиновидного инструмента для сварки. Алюминиевые ленты шириной до 2000 мкм и толщиной до 250 мкм также могут свариваться с помощью ультразвукового клиновидного процесса, поскольку возросла потребность в низкопетлевых межсоединениях высокой плотности.
Что такое проволока для золотой сварки?
Сварной шов золотой проволокой — это процесс, при котором золотая проволока прикрепляется к двум точкам в сборке для образования межсоединения или электропроводящего пути. Для формирования точек крепления золотой проволоки используются тепло, ультразвук и сила. Процесс создания точки крепления начинается с образования золотого шарика на кончике инструмента для сварочного шва — капилляра. Этот шарик прижимается к нагретой поверхности сборки при одновременном приложении необходимой силы и ультразвукового воздействия с частотой 60–152 кГц. После выполнения первого соединения проволока тщательно обрабатывается для формирования соответствующей формы петли, соответствующей геометрии сборки. Затем на другой поверхности формируется второе соединение, часто называемое «швом», путем прижима проволоки и использования зажима для разрыва проволоки в месте соединения.
Соединение с помощью золотой проволоки обеспечивает метод межсоединений внутри корпусов, обладающий высокой электропроводностью, почти на порядок превышающей проводимость некоторых припоев. Кроме того, золотая проволока обладает высокой устойчивостью к окислению по сравнению с другими материалами проволоки и мягче большинства других, что крайне важно для чувствительных поверхностей.
Процесс также может варьироваться в зависимости от потребностей сборки. При работе с чувствительными материалами золотой шарик можно поместить на вторую зону соединения, чтобы создать как более прочное, так и «более мягкое» соединение, предотвращающее повреждение поверхности компонента. В условиях ограниченного пространства один шарик может использоваться в качестве отправной точки для двух соединений, образуя V-образное соединение. Когда требуется более прочное проволочное соединение, шарик можно поместить поверх шва для создания защитного соединения, повышая стабильность и прочность проволоки. Множество различных применений и вариаций проволочного соединения практически безграничны и могут быть реализованы с помощью автоматизированного программного обеспечения в системах проволочного соединения Palomar.
Разработка технологии проволочного соединения:
Технология проволочного соединения была открыта в Германии в 1950-х годах благодаря случайному экспериментальному наблюдению и впоследствии была разработана в высококонтролируемый процесс. Сегодня она широко используется для электрического соединения полупроводниковых микросхем с выводами корпуса, головок дисководов с предусилителями и во многих других областях, что позволяет сделать предметы повседневного обихода меньше, «умнее» и эффективнее.
Применение соединительных проводов
Усиливающаяся миниатюризация электроники привела к
в соединительных проводах становятся важными составляющими
электронные сборки.
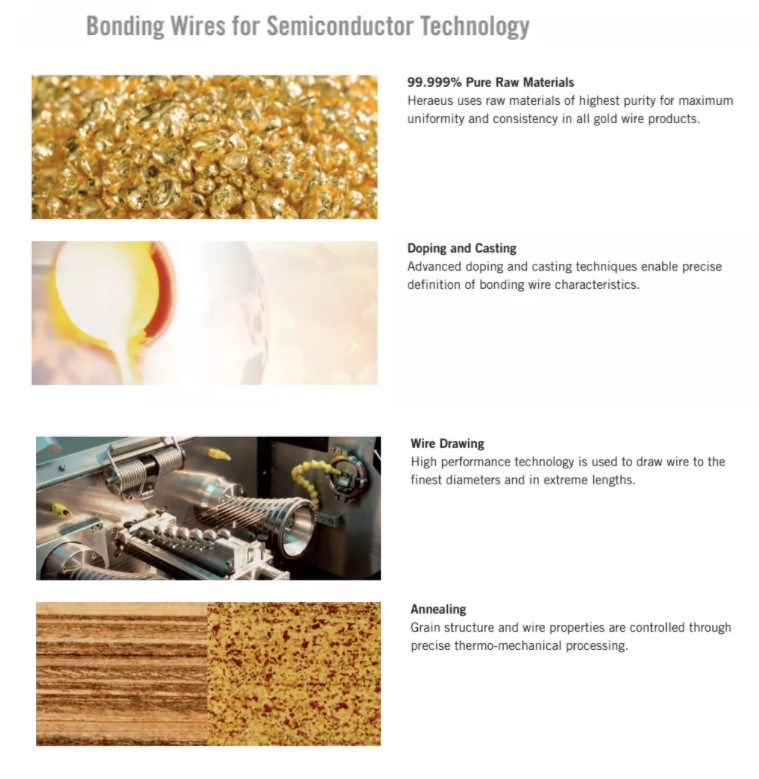
Для этой цели используются тонкие и сверхтонкие сварочные проволоки.
Используются золото, алюминий, медь и палладий. Высочайший уровень.
К их качеству предъявляются требования, особенно в отношении
к однородности свойств проволоки.
В зависимости от их химического состава и конкретных характеристик
Свойства, соединительные провода адаптированы к соединению
выбранная технология и для автоматических склеивающих машин в качестве
а также к различным проблемам в технологиях сборки.
Компания Heraeus Electronics предлагает широкий ассортимент продукции.
для различных применений
Автомобильная промышленность
Телекоммуникации
производители полупроводников
индустрия потребительских товаров
К группам продукции Heraeus Bonding Wire относятся:
Сварочные провода для применения в изделиях с пластиковым наполнением
электронные компоненты
Алюминиевые и алюминиево-сплавные соединительные проволоки для
приложения, требующие низкой температуры обработки
Медные соединительные проволоки как технический и
экономичная альтернатива золотым проволокам
Ленты для соединения драгоценных и недрагоценных металлов
электрические соединения с большими контактными поверхностями.

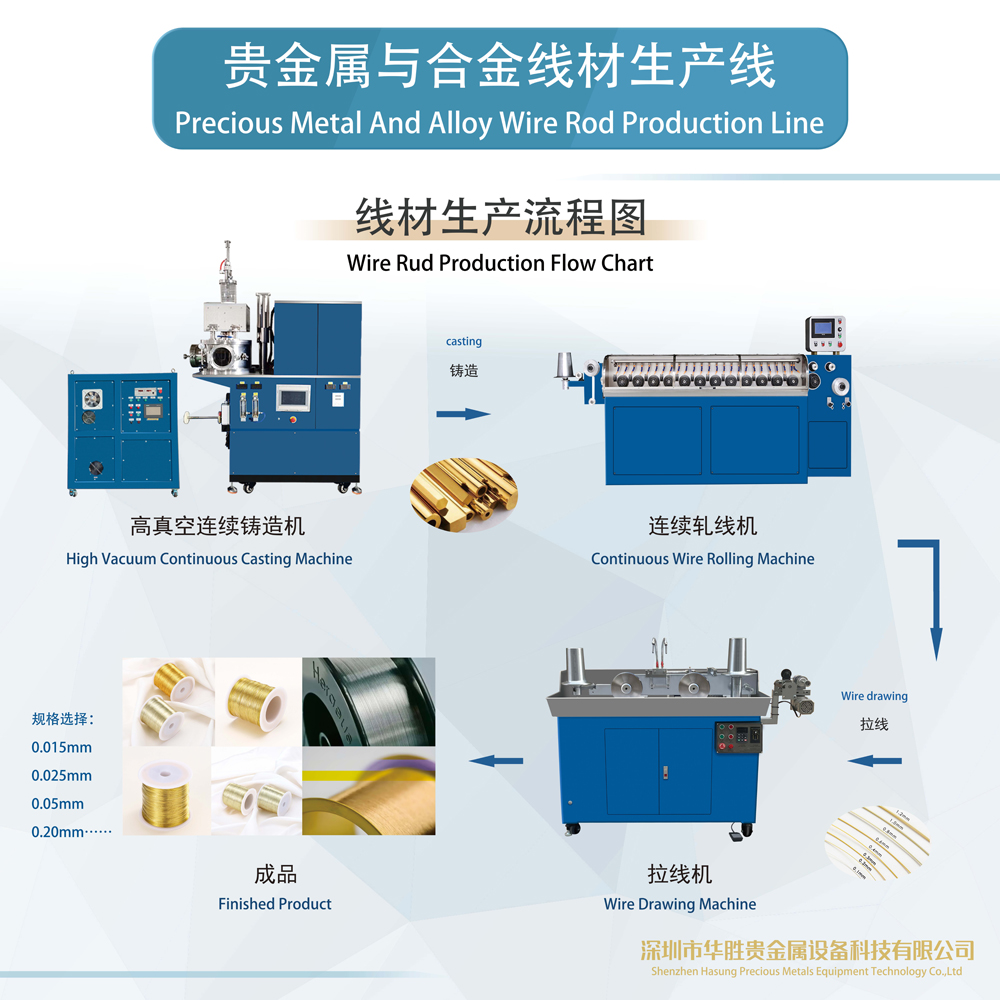
Линия по производству соединительных проводов
Дата публикации: 22 июля 2022 г.









